


Gemi Mühendisliği Haftası ve GMO'nun 68. Kuruluş Yılı Kutlandı

Türkiye Limancılık Sektörü 2019 Raporu Yayınlandı

Cold Plasma Technology in Ships

FLIR Marine, Ocean Scout Pro II termal monokülerini tanıttı
|
Stifner Eğim İş Ünitesi İmalat Hattı Uygulaması
1.GİRİŞ Sac eğim iş ünitesi gemi imalatını oluşturan önemli iş istasyonlarından birisidir. Bu istasyonda, profil kesim iş ünitesinden belirli ebatlarda kesilmiş olan stifnerlerin eğim işlemi gerçekleştirilir. Bu işlemler yapılırken iş aktiviteleri belirli bir sırada gerçekleştirilir. Bu iş aktivitelerinin hepsi tamamlandığında ise stifnerlerin eğim işlemleri tamamlanmış olur. Bu aktivitelerin hemen hemen tamamı genellikle tek bir alanda gerçekleştirilirler. Bu durum, iş ünitesinin karışık ve dağınık bir görüntü vermesine neden olur. Oysa yapılacak olan iş aktiviteleri bir imalat hattı mantığında gerçekleştirilse, bu durumda, işlemler belirli alanlarda yapılacak ve iş ünitesinin daha derli toplu kompakt bir yapıya sahip olması sağlanacaktır. Bu durum, çözülmesi gereken bir imalat problemi olarak karşımıza çıkmaktadır ve bu problem montaj hattı dengeleme problemi olarak tanımlanmaktadır. Montaj hattı dengeleme problemi, montaj aktivitelerinin iş istasyonları içerisine her bir iş istasyonunda gereken toplam montaj süresi yaklaşık olarak aynı olacak şekilde nasıl gruplandırılacağının çözümünü aramaktır [1]. Bir başka tanıma göre, montaj hattı dengeleme problemi, hat üzerindeki kısıtları ihlal etmeksizin bir veya daha fazla amacı optimize ederken, çeşitli görevlerin veya iş aktivitelerinin iş istasyonlarına atanması işlemidir [2]. Bununla birlikte, bir montaj hattı, iş istasyonları olarak adlandırılan bir dizi yerleşim alanı olarak tanımlanabilir [3]. Montajı yapılacak iş parçaları, bu hat üzerinde birbiri ardına dizilir ve istasyondan istasyona hareket ettirilir. Her bir istasyonda, belirli operasyonlar veya faaliyetler çevrim süresine bağlı olarak tekrarlı bir şekilde yapılır [4]. Burada, çevrim süresi, her iş çevrimi için mevcut olan maksimum süre olarak tanımlanır. Diğer bir ifadeyle, her bir iş istasyonunun maksimum işlem süresi çevrim süresi kadardır. Dolayısıyla, iş istasyonlarına iş aktivitelerinin atamaları yapılırken, her bir istasyonun toplam istasyon süresinin çevrim süresini aşmamasına dikkat edilmelidir. Montaj hattı dengeleme yöntemleri, otomotiv sektöründen [5] tekstil sektörüne kadar [6] birçok alanda kendisine uygulama alanı bulmaktadır. Bununla birlikte, montaj hattı dengeleme tekniklerinin gemi inşa sektöründeki uygulanmış örnekleri az sayıdadır. Bu çalışmada, stifner eğim iş ünitesinde gerçekleştirilen iş aktiviteleri göz önüne alınarak, Hoffmann Yöntemi [7] ile bir imalat hattı oluşturulmaya çalışılacaktır. İmalat hattı, belirli çevrim süreleri göz önüne alınarak tasarlanacak ve iş istasyonlarının boş kalma süreleri ve iş istasyonları sayıları göz önüne alınarak uygun bir imalat hattı seçimi yapılmaya çalışılacaktır. Makalenin devamı için tıklayınız... İlginizi çekebilir... 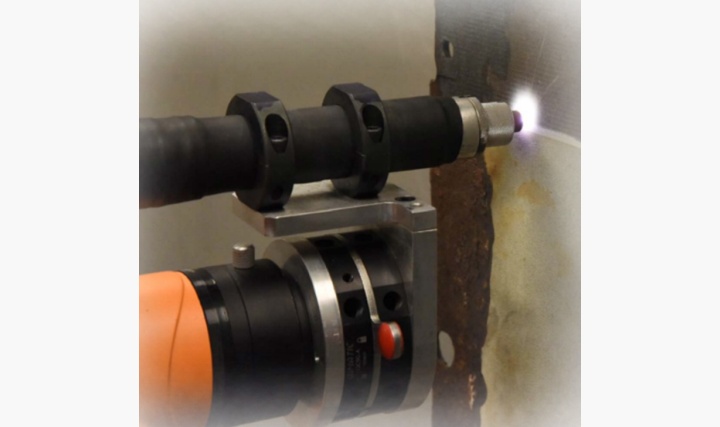
Cold Plasma Technology in ShipsDr. Seyed Hamed Pourrahmatikhalejan
Mail: hamedpourrahmati@hktm.com.tr... 
Gemilerde Tankerlerde Gaz Serbest Bırakma (Gas Free) İşlemiSezer ASLAN
Yangın, Acil Durumlar Deprem Eğitim Uzmanı
Yangın Risk Analizi, Danışman, NFPA Member... 
ISPFIRE Sapfir Markalı Yangın Söndürme Modülleri ile Yat ve Liman Yangınlarına İlk MüdahaleÜlkemizde her yıl onlarca yat, limanda veya seyir esnasında farklı sebeplerle yanmaktadır. Bu istenmeyen durum, maddi zararların yanı sıra bazen can k... |


Tersaneye Siyaset İstikrarsız, İşçi Sahipsiz

Sefine Tersanesi


TEZCANLAR Global Elektrik
|
||||||||||||||||
|
|
©2026 B2B Medya - Teknik Sektör Yayıncılığı A.Ş. | Sektörel Yayıncılar Derneği üyesidir. | Çerez Bilgisi ve Gizlilik Politikamız için lütfen tıklayınız.


 HAKKIMIZDA
HAKKIMIZDA
