


Gemi Mühendisliği Haftası ve GMO'nun 68. Kuruluş Yılı Kutlandı

Türkiye Limancılık Sektörü 2019 Raporu Yayınlandı

Cold Plasma Technology in Ships

FLIR Marine, Ocean Scout Pro II termal monokülerini tanıttı
|
Paslanmaz Çeliklerin Kaynak Kabiliyeti
Paslanmaz çeliklerin büyük bir bölümünün kaynak kabiliyeti yüksektir ve ark kaynağı, direnç kaynağı, elektron ve lazer bombardıman kaynakları, sürtünme kaynağı ve sert lehimleme gibi çeşitli kaynak yöntemleriyle kaynak edilebilirler. Bu yöntemlerin hemen hemen hepsinde birleştirilecek yüzeylerin ve dolgu metalinin temiz olması gerekmektedir. Östenitik tip paslanmaz çeliklerin ısıl genleşme katsayısı karbon çeliklerinkinden % 50 daha yüksektir ve çarpılmaları en aza indirmek için bu özelliğe dikkat edilmelidir. Östenitik paslanmaz çeliklerin sahip olduğu düşük ısı ve elektrik iletkenliği kaynak açısından genellikle yararlıdır. Kaynak sırasında düşük ısı girdisiyle çalışılması önerilir. Çünkü oluşan ısı, bağlantı bölgesinden, karbon çeliklerinde olduğu kadar hızlı bir şekilde uzaklaşamaz. Malzemenin direnci yüksek olduğu için direnç kaynağında, düşük akım değerleriyle çalışılabilir. Ferrit paslanmaz çeliklerFerritik paslanmaz çelikler % 11.5-30.5 Cr, % 0.20?ye kadar C ve düşük miktarda Al, Nb, Ti ve Mo gibi ferrit dengeleyici elementler içerir. Bunlar her sıcaklıkta ferritik yapıdadırlar ve bu nedenle östenit oluşturmazlar ve ısı işlemle sertleştirilemezler. Bu grupta yer alan ürünlerin başında 405, 409, 430, 442 ve 446 gelmektedir. Tablo 1?de, bütün standart ve bazı standart dışı ferritik paslanmaz çeliklerin nominal kimyasal analiz değerleri listelenmiştir. Bu çeliklerin en karakteristik özelliği; kaynakta ve ısı etkisi altındaki bölgede oluşan ve kaynak dikişinin tokluğunda düşüşe neden olan tane büyümesidir. Ferritik paslanmaz çeliklerin kaynağında seçilen dolgu metalindeki Cr içeriğinin ana metaldekiyle aynı ya da ona yakın olmasında yarar vardır. 409 türü kaynak malzemeleri dolu tel olarak, 430 türü kaynak malzemeleri ise her formda üretilirler. Östenitik tip 309 ve 312 türü kaynak malzemeleri özellikle benzemez metallerin kaynaklı bağlantılarında kullanılır. Tane büyümesini en aza indirmek için kaynak dikişindeki ısı girdisi, düşük olmalı ve ön ısıtma 300-450 OC arasında sınırlı tutulmalı, hatta sadece yararlı ise uygulanmalıdır. Yüksek alaşımlı paslanmaz ferritik çeliklerin büyük çoğunluğu sadece levha ve boru şeklinde üretilir ve genellikle dolgu metali kullanılmadan TIG (GTA) yöntemiyle kaynak edilirler. Martenzitik paslanmaz çeliklerMartenzitik paslanmaz çelikler % 11-18 Cr, % 1.2?ye kadar C ve düşük miktarlarda Mn ve Ni içerir. Bu çelikler tavlanarak östenit oluştururlar ve oluşan öztenitin soğuma sırasında martensite dönüştürülmesiyle sertleştirilebilirler. Bu gurupta 403, 410, 414, 416, 420, 422, 431 ve 440 türü malzemeler vardır. Standart ve bazı standart dışı martenzitik paslanmaz çelikler Tablo 2?de yer almaktadır. Soğuma sırasında sert ve kırılgan martenzitik yapı oluştuğunda kaynak dikişinde çatlama eğilimi görülür. Seçilen dolgu metalinin krom ve karbon içeriğinin ana malzemeninkine yakın olmasında yarar vardır. 410 türü dolgu malzemeleri örtülü elektrot, dolu tel ve özlü tel olarak üretilirler ve 402, 410, 414 ve 420 türü çeliklerin kaynağında kullanılabilirler. 420 türü çeliklerin içerdiği karbon oranını yakalamak eğer teknik açıdan yararlı görülüyorsa, dolu tel veya özlü tel olarak 420 kalite dolgu malzemelerinin kullanılmasında yarar vardır. 308, 309 ve 310 türü öztenitik dolgu malzemeleri martenzitik paslanmaz çeliklerin birbirleriyle ya da diğer çeliklerle olan kaynaklı birleştirmelerinde, dikişin kaynak edildikten sonraki şartlarda yüksek tokluğa sahip olması gereken durumlarda kullanılır. Martenzitik paslanmaz çeliklerin çoğunda ön tav sıcaklığının ve pasolar arası sıcaklığın 205-315 Östenitik paslanmaz çeliklerÖstenitik paslanmaz çelikler % 16-26 Cr, % 10-24 Ni+Mn, % 0.40?a kadar C ve düşük miktarda Mo, Ti, Nb ve Ta gibi diğer alaşım elementlerini içerir. Cr ve Ni+Mn oranları arasındaki denge, % 90-100 östenikten oluşan mikro yapının elde edilebileceği şekilde oluşturulmuştur. Bu alaşımlar, geniş bir sıcaklığı aralığında sahip oldukları yüksek tokluk ve yüksek dayanım değerleri ile ön plana çıkarlar ve 540 0C?a kadarki sıcaklıklarda oksidasyona karşı dayanım gösterirler. Bu grupta yer alan malzemelerin başında 302, 304, 310 316, 321 ve 347 gelmektedir. Tablo 3?te, yukarıda belirtilen ve bunların dışında kalan diğer östenitik paslanmaz çeliklerin nominal kimyasal analiz değerleri yer almaktadır. Bu çelikler için geliştirilen dolgu malzemeleri genellikle ana metal ile benzer yapıdadır. Ancak birçok alaşım için, sıcak çatlak oluşumunu engellemek amacıyla, düşük miktarda ferrit içeren bir mikro yapının oluşmasına olanak sağlayan dolgu malzemeleri kullanılır. Bu şartı gerçekleştirebilmek için 308 türü dolgu malzemeleri, 302 türü çeliklerin, 304 ve 347 türü dolgu malzemeleri ise 321 türü çeliklerin kaynağında kullanılır. Diğer çelik türleri ise kendilerine benzer yapıdaki dolgu malzemeleriyle kaynak edilebilirler. 347 türü çelikler 308 H türü dolgu malzemeleriyle de kaynak edilebilirler. Bu türdeki dolgu malzemeleri örtülü elektrot, dolu tel ve özlü tel olarak üretilir. 321 türü dolgu malzemeleri ise sınırlı olarak sadece dolu tel ve özlü tel olarak üretilmektedir. Östenitik paslanmaz çeliklerin kaynağında başlıca üç kaynak problemiyle karşılaşılır. Bunlar sırasıyla; 1 - Isının etkisi altında kalan bölgede ?krom karbür? oluşması sonucu meydana gelen hassas yapı 2 - Kaynak dikişinde görülür ?sıcak çatlak? oluşumu 3 - Yüksek çalışma sıcaklıklarında karşılaşılan ?sigma fazı? oluşumu riskleridir. Krom karbür oluşumuIsının etkisi altında kalan bölgenin 427-871 Bu sorun, kromla birleşerek krom karbür oluşmasına neden olan karbonun yapıda düşük seviyelerde tutulduğu düşük karbonlu (L tipi) ana metallerin ve dolgu metallerinin kullanılmasıyla önlenebilir. Bunun yanında kaynak işleminin ön tav uygulanmadan yapılması, ısı girdisinin düşük seviyede tutulmasına özen gösterilmesi ve bakır altlık kullanılarak hızlı soğuma sağlanması hassas sıcaklık aralığında kalma süresinin kısa tutulması açısından oldukça yararlıdır. Diğer bir yöntem, stabilize edilmiş olan paslanmaz çelik ana malzemelerin ve dolgu metallerinin kullanılmasıdır. Bu sayede stabilizatör görevi gören alaşım elementleri, karbon ile reaksiyona girecek ve krom miktarının azalmadan yapıda kalması sağlanacağından korozyon dayanımında herhangi bir düşüş ile karşılaşılmayacaktır (Şekil 5). 321 kalite paslanmaz çelikler stabilizatör olarak titantum içerirken, 347 türü paslanmaz çelikler niobyum (Nb+Ta) ile stabilize edilmişlerdir. Her iki element de kromdan daha güçlü karbür oluşturma özelliğine sahiptir. Bunların dışında kalan bazı ısıl işlem yöntemleri pahalı olmaları, pratik olmamaları ve parçalarda çarpılmalara yol açmaları nedeniyle pek tercih edilmezler. Sıcak çatlak oluşumuSıcak çatlamanın temel nedeni; kükürt (S) ve fosfor (P) gibi elementlerin oluşturduğu ve tane sınırlarında toplanma eğilimi yüksek olan düşük erime sıcaklığına sahip metalik bileşimlerdir. Bu bileşimler eğer kaynak dikişinde ya da ısının etkisi altında kalan bölgede bulunuyorsa, tane sınırlarına doğru yayılırlar ve kaynak dikişi soğurken çekme gerilimleri oluştuğunda çatlamaya neden olurlar. Sıcak çatlak oluşumu, dolgu metalinin ve ana metalin kimyasal analizinin östenitik matrikste düşük miktarda ferrit içeren bir mikro yapı elde edilecek şekilde ayarlanmasıyla önlenebilir. Ferrit, kükürt ve fosfor bileşimlerinin kontrol altında tutabilen ve ferritik-östenitik yapıya sahip olan tane sınırları oluşturarak sıcak çatlak oluşumunu engeller. Bu sorun, ?S? ve ?P? miktarlarının çok düşük seviyelerde tutulmasıyla da giderilebilir, ancak bu durumda, çeliklerin üretim maliyetleri belirgin bir şekilde artacaktır. Sıcak çatlama riskine karşı dayanım elde edebilmek için yapıdaki ferrit miktarının en az % 4 olması önerilmektir. Ferritin varlığı AWS A4.2?ye göre kalibre edilen manyetik ölçüm aletleriyle sağlıklı bir şekilde belirlenebilir. Bunun dışında dolgu malzemesinin ve ana metalin kimyasal analizi biliniyorsa çeşitli diagramlar kullanılarak da bir tahminde bulunmak mümkündür. Bu diagramlardan en bilineni ve en eski olanı 1948 yılında SCHAEFFLER tarafından geliştirilen Schaeffler Diagramı?dır. Bu diagramda Cr eşdeğeri yatay eksende, Ni eşdeğeri ise dikey eksende yer almaktadır. Formül GelecekSchaeffler Diagramı çok uzun yıllar kullanılmasına karşın, azotun (N) etkisini hesaba katmaması ve diagramdan elde edilen verilerin, konusunda bilgili birkaç ölçüm uzmanı tarafından belirlenen ferrit yüzdeleriyle farklılıklar göstermesi nedeniyle günümüzde etkinliğini kaybetmiştir. 1973 WCR-DeLong Diyagramı?nı Schaeffler Diagramı?ndan ayıran en önemli özellik nikel eşdeğeri hesaplanırken yapıdaki azot (N) miktarının da göz önüne alınması ve sonucun ferrit yüzdesine ek olarak (FN-Ferrit numarası) ile belirtilmesidir. Formül Gelecek Ferrit numaraları, özellikle düşük seviyelerde, ferrit yüzdeleri ile yakın değerlere sahiptir. Günümüzde en sık kullanılan ve en sağlıklı sonucu veren diyagram Şekil-6?da belirtilen WCR-1992 Diyagramı?dır. ASME şartnamelerinin 1994-1995 kış döneminde yayınlanan eklerinde WCR-1992 Diyagramı WCR-DeLong Diyagramı?nın yerini almıştır. Kabul edilen bu en son diyagramda krom ve nikel eşdeğerleri aşağıdaki formüllerle hesaplanmaktadır. Formül Gelecek Görüldüğü gibi nikel ve krom eşdeğerleri Schaeffler ve WCR-DeLong diyagramlarındakinden daha farklı olarak hesaplanmaktadır. Ferrit numarası, diyagramın nikel eşdeğerini gösteren ekseninden sağa doğru yatay, krom eşdeğerini gösteren ekseninden yukarıya doğru dikey çizgiler çizerek bulunur. Yatay ve dikey doğruların kesiştiği noktadan geçen çapraz çizgiler ferrit numarasını vermektedir. WCR-1992 ve WCR-DeLong diyagramları 308 gibi sık kullanılan paslanmaz çelikler için benzer değerler verir. Ancak WCR-1992 Diyagramı, özellikle yüksek alaşımlı malzemelerde, yüksek manganlı östenitik tipteki ya da östenitik-ferritik yapıdaki çift fazlı paslanmaz çelikler gibi daha seyrek kullanılan alaşımlarda daha kesin ve doğru sonuçlar vermektedir. Ferrit numarası, ferritin manyetik olma özelliğinden yararlanılarak kaynak metali üzerinden ölçülebilir. Bunun için ticari olarak satışa sunulan ve AWS A4.2?ye göre kalibre edilmiş olan ve ferrit numarasının direkt olarak okunabildiği manyetik ölçüm cihazlarından, ferritscoplardan ve benzeri cihazlardan yararlanılabilir. Ferrit miktarının sıcak çatlak oluşumundan korunmak için gereken orandan daha yüksek olmamasında ve belirli güvenlik sınırları içerisinde tutulmasında yarar vardır. Çünkü ferrit, bazı korozif ortamlarda, malzemelerin korozyon dayanımını düşürür ve yapıdaki aşırı ferrit miktarı süneklik ve tokluğu azaltır. Sigma Fazı Oluşumu (? ?Sigma Fazı?, çok sert (700-800 Vickers), manyetik olmayan ve gevrek yapıya sahip metallerarası bir bileşiktir. Röntgen ışını ile yapılan analizde bileşiminin yaklaşık olarak % 52 krom ve % 48 demirden oluştuğu ancak bunun yanında mobilden gibi diğer alaşım elementlerini de içerebildiği görülmüştür. Sigma Fazı, kromlu veya krom-nikel esaslı paslanmaz ve ısıya dayanıklı çeliklerin kaynak bölgesinde oluşur. Saf östenitik bir yapıdaki sigma fazı oluşum hızı, östenitik kütle içerisinde ferrit içeren yapıdakine oranla daha düşüktür. Sigma fazı ile krom karbür çökelmesi tamamen birbirinden farklı iki oluşumdur. Sigma fazı kırılganlığı 650-850 Ferritin sigma fazına dönüşmesi sonucu kaynak dikişinde oluşan çatlama eğilimini ölçmeye yönelik olarak gerçekleştirilen deneye ait veriler Şekil 8?deki grafikte belirtilmiştir. Ferrit içerikleri yüzde 3 ile 12 arasında değişen ve 20 Cr, 10 Ni ve 1 Nb?lu bir elektrodun kullanıldığı beş farklı deney parçası hazırlanmıştır. Daha sonra bu deney parçaları 980-1100 Buradan da görülmektedir ki ferrit miktarındaki artışa bağlı olarak esneklik (darbe dayanımı) azalmakta ve ferrit yüzdesi ne olursa olsun östenikleştirme sıcaklığındaki artış dikiş üzerinde olumlu bir etki yaratmaktadır. Şekil 9 ve Şekil 10?da; 25 Cr/20 Ni?li, ısıya dayanıklı bir elektrotla gerçekleştirilen ve farklı zaman dilimleri süresince dönüşüm sıcaklığında tutulan bağlantılara ait iç yapı fotoğrafları yer almaktadır. Görüldüğü gibi parçanın 780 0C?da 100 saat süreyle tutulması durumunda sigma fazı çizgileri oluşmaya başlamıştır (Şekil 9) ve yine aynı sıcaklıkta gerçekleştirilen 500 saatlik bir tutma işlemi sonucunda ise çökelen sigma fazı izlerinin çok daha yoğun olduğu görülmektedir. (Şekil 10) Buradan da anlaşıldığı gibi kaynak işlemi sırasında banyonun çok hızlı soğuması ve katılaşması nedeniyle sigma fazı kolay oluşamaz. Bu sorun esas olarak ferrit içeriği çok yüksek olan bir kaynaklı bağlantının kaynak işleminden sonra uzun süre yüksek sıcaklık değerlerinde kalacak bir çalışma ortamlarında kullanılması durumunda karşımıza çıkar. Sigma fazı konusunda yapılan araştırmalardan elde edilen sonuçlar aşağıda belirtilmiştir. a) Sigma fazının oluşumu 750 0C?da, 650 0C?dakinden daha çabuk meydana gelir. 750 0C?da 30 saat gibi bir zamana gereksinim varken, bu süre 650 0C?da bir haftaya çıkar. b) Sigma fazı oluşumu soğuk şekil değiştirme ile hızlanır. c) Sigma fazı oluşumuna kuvvetli olarak etki eden elementler molibden (Mo), krom (Cr), Niobyum (Nb) ve silisyum (Si)?dur. d) Sigma oluşumunu kuvvetlendiren elementlerin miktarı yüksekse belirli şartlar altında kaynağa bağlı olmadan ve ısıl işlem uygulamadan da sigma fazı meydana gelebilir. e) Sigma fazı 950-1100 f) Sigma fazının giderilmesi için uygulanan ısıl işlemden sonra oluşan yapıdaki ferrit miktarı ısıl işlem uygulanmamış yapıdakine oranla daha azdır. g) Ferrit miktarı parçaya 1150 0C?da homojenleştirme tavlaması uygulanarak daha da düşürülebilir. Bu durumda ferrit mikro toplanmalar şeklinde oluşur. h) Isıl işlem uygulanmamış 19 Cr / 9Ni / 1.5 Mo tipi çeliğe ait kaynak bölgesinin yapısında bulunan % 15 ferrit sigma fazına dönüşünce kaynak dikişinin mukavemet özelliklerinde aşağıda belirtilen değişmeler meydana gelir. - Çekme dayanımı yükselir, akma sınırı düşer. - Uzama, büzülme ve çentik dayanımları önemli derecede azalır. - 24 saat 750 0C?da tavlanmış olan kaynak bölgesinin 0 0C?daki çentik dayanımı 650 0C?da bir hafta tavlanan kaynak yerinin çentik dayanımı ile hemen hemen aynıdır. Buna karşın yapısında % 12 ferrit bulunan kaynak bölgesinin çentik dayanımının 1/10?u kadardır. Aradaki bu fark yüksek sıcaklıklarda daha da azalmaktadır. i) 300-400 0C?nin üzerinde oldukça iyi çentik değerleri elde edildiği için yüksek işletme sıcaklığında çalışan konstrüksünlarda sigma fazının neden olduğu gevrekleşmeden korkulmamalıdır. j) Sigma fazının neden olduğu kırılganlık, kaynak bölgesinin tavlama yapılmadan önceki durumunda içerdiği ferrit miktarına bağlıdır. Eğer kaynak bölgesi başlangıçta % 6.5 ferrit içerirse sigma dönüşmesi çentik darbe dayanımının azalmasına neden olmaz. Burada ferrit miktarı az olduğu için ferrit östenitik yapı içerisinde ağ şeklinde değil izole edilmiş odacıklar halinde meydana gelir. Bu yolla elde edilen sigma yapıya bir süneklik kazandırmaktadır.
İlginizi çekebilir... 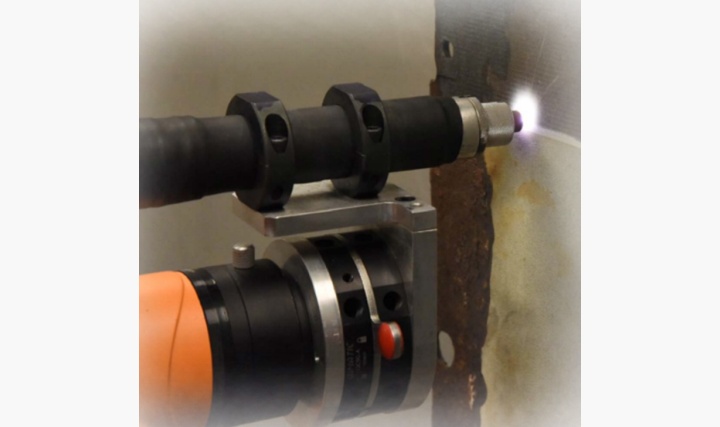
Cold Plasma Technology in ShipsDr. Seyed Hamed Pourrahmatikhalejan
Mail: hamedpourrahmati@hktm.com.tr... 
Gemilerde Tankerlerde Gaz Serbest Bırakma (Gas Free) İşlemiSezer ASLAN
Yangın, Acil Durumlar Deprem Eğitim Uzmanı
Yangın Risk Analizi, Danışman, NFPA Member... 
ISPFIRE Sapfir Markalı Yangın Söndürme Modülleri ile Yat ve Liman Yangınlarına İlk MüdahaleÜlkemizde her yıl onlarca yat, limanda veya seyir esnasında farklı sebeplerle yanmaktadır. Bu istenmeyen durum, maddi zararların yanı sıra bazen can k... |


Tersaneye Siyaset İstikrarsız, İşçi Sahipsiz

Sefine Tersanesi


TEZCANLAR Global Elektrik

Vinç Nedir? Vinç Çeşitleri Nelerdir
|
||||||||||||||||||
|
|
©2026 B2B Medya - Teknik Sektör Yayıncılığı A.Ş. | Sektörel Yayıncılar Derneği üyesidir. | Çerez Bilgisi ve Gizlilik Politikamız için lütfen tıklayınız.


 HAKKIMIZDA
HAKKIMIZDA