

 HAKKIMIZDA
HAKKIMIZDA




Gemi Mühendisliği Haftası ve GMO'nun 68. Kuruluş Yılı Kutlandı

Türkiye Limancılık Sektörü 2019 Raporu Yayınlandı

Cold Plasma Technology in Ships

FLIR Marine, Ocean Scout Pro II termal monokülerini tanıttı
|
Gemi İnşa Sanayiinde, Kaynak Teknolojilerindeki Yenilikler
Teknolojinin hızla geliştiği günümüzde kaynak tekniği de devamlı ilerlemeler göstermekte ve daha kaliteli kaynağı, daha ucuza ve daha kısa zamanda yapma çabası içerisindedir. Türk gemi inşa sanayiinin 2009 ve 2010 yıllarındaki küresel ekonomik krizin yaşandığı dönemlerinde, tersanelerimizde rekabetin zor koşullarda olduğu, kaynak teknolojisindeki gelişime uyum sağlanmasının sıkıntılı olduğu dönemler artık geride kalmıştır. Son yıllardaki ulusal ve uluslararası alanda sağlanan başarının devamının sağlanması için Türkiye’deki üretici ve sanayicilerin gelişen kaynak teknolojilerini yakından takip etmeleri son derece önem taşır. Son dönemde gemi inşa sektörü, dünya piyasaları ile rekabet edebilmek için, en hızlı biçimde, en ucuza ve kaliteli işçilikle üretmek; hızlı ilerleyen teknolojinin en son uygulamalarından yararlanarak kısa zamanda yapılan işlerin teslimini gerçekleştirmek arayışları içerisinde bulunmaktadır. Gemi yapımında kullanılan kaynak malzemeleri üreticisi olan bizler de bu gelişmelere paralel olarak yeni ürünler piyasaya sunmak zorunda olduğumuzu hissetmekteyiz. Gedik Kaynak olarak öncelikli hedefimiz; müşterilerin teknik sorunlarına, ihtiyaçlarına, eğitim ve teknik danışmanlık yoluyla çözüm getirmek, gerekirse tanıtım aracımızla (Tır) demo çalışmaları yapmak, yayınladığımız Kaynak Dünyası dergisi ile tüketicilerimizi yeni teknolojilerle tanıştırarak onların yanında olduğumuzu müşterilerimize hissettirmektir. Gemi inşa sektörüne ekonomiklik, kaliteli işçilik ve üretim hızı kazandırmak için Gedik Kaynak olarak ürettiğimiz kaynak elektrot ve kaynak tellerinin dışında; tamir bakım kaynağı elektrotları, özlü kaynak telleri, toz altı kaynak tozları ve teli üretimi, inverter kaynak makine üretimi, kaynakta otomasyon ve robotik uygulamalara ihtiyaç olduğunu öngörmekteyiz. Tersanelerdeki Robotlu Panel Hatları Genellikle ön imalatta yatay pozisyondaki stiffiner, t-kiriş, profillerin köşe kaynaklarında tek kaynak robotu kullanılan panel hatlarıdır. Kaynağı yapılacak parçaların CAD/CAM sistemleri bilgisayar ortamında hazırlandıktan sonra taşıyıcı sistem üzerindeki kumanda paneline yüklenir. Kaynak prosesi esnasında operatör sadece kumanda panelinden üretimin akışkanlığını kontrol eder.  Kaynak Robotlarını Kullanımı Uygulanan Kaynak Yöntemleri Daha önceleri insan gücüne bağlı olarak çalışan tersanelerde, belirli bir tonajda kaynak tekniğinin gelişmesi ve yeni kaynak yöntemlerinin uygulamasıyla son dönemlerde üretim hız kazanmış artık aynı tonajlı gemiler üç ay gibi kısa bir sürede inşa edilip denize indirilmektedir. Kaynakçı faktörünün dikiş kalitesi üzerinde etkisini azaltmak için günümüz teknolojisinde otomatik veya mekanize kaynak yöntemleri diye isimlendirilen Toz altı kaynağı ve Mig Mag kaynağı yoğun bir şekilde kullanılmaya başlamıştır. Örtülü Elektrot ile yapılan Ark Kaynağı Çelik konstrüksiyon, makine imalatı, vagon imalatı, demir doğrama uygulamalarında, tersane sektöründe farklı özelliğe ve örtü karakterine sahip elektrot çeşitleri kullanılmaktadır. İçlerinden en çok kullanım alanına sahip bazik elektrotlardır. Gemi inşa sektöründe yoğun bir şekilde kullanılan bu elektrotun en önemli özelliği düşük hidrojen içeriğine sahip olmasıdır. Sahip olduğu yüksek mekanik özellikleri, darbeye yüksek dayanım göstermeleri, dinamik zorlamalarda istenilen teknik özellikleri göstermesi nedeniyle tersanelerde ilk kullanılan kaynak yöntemidir. Bazik elektrodlar kullanılmadan önce kesinlikle 300 °C’lik fırınlarda kurutulmalı ve 150 °C’lik bekletme fırınlarına alındıktan sonra termoslarla sıcak olarak kullanılmalıdır. Bazik elektrod tersane uygulamalarında genellikle; armuz-sokra kaynaklarında, foundation, menhol, boru birleşimlerinde ve çelik tekne-teçhiz kaynaklı imalatlarında kullanılır.  Örtülü Elektrodla Ark Kaynağı Prensip Şeması MİG-MAG Kaynağı MIG-MAG kaynağında ark, ilave tel görevi yapan ergiyen bir elektrod ile iş parçası arasında yanar. Koruyucu gaz olarak karbondioksit, argon, helyum gazı kullanılır. Yöntemin adı, koruyucu gaz olarak aktif gaz olan karbondioksit kullanıldığında MAG, koruyucu gaz olarak argon gazı kullanıldığında da MIG olarak isimlendirilir. MIG-MAG yönteminin, elektrod değişimleri için harcanan ölü zamanın ortadan kaldırılması; kaynak başlangıç ve bitişinde sıkça karşılan gözenek, krater çatlağı hatalarının önüne geçilmesi; yarı otomatik olan bu yöntemin kaynakçılar tarafından uygulanması; farklı kaynak ark çeşitleri ile çalışılması; örtülü elektrodlara nazaran koçan kaybının olmaması; örtüdeki yanma ve sıçrama kayıplarının az olması nedeniyle toplam maliyetler hesaplandığında bazik elektroda göre ekonomik bir yöntem olması gibi avantajları vardır. Full-otomatik taşıyıcı sistemlere ve kaynak robotlarına adaptasyonun mümkün olması nedeniyle tersanelerde en çok kullanılan yöntem olmuştur.  Gazaltı Kaynağı Prensip Şeması Yapılan araştırmalar sonuncu, alüminyum ve alaşımlarının kaynağı, yüksek alaşımlı çelikler, gemi çelikleri, bakır ve alaşımlarının kaynağında kaynak teknolojisinin son dönemi, gaz altı (MIG-MAG) yöntemidir. Yöntemin en avantajlı özelliklerinden bir tanesi de ürettiğimiz bu yöntemde ilave metal olarak kullanılan masif ve özlü teldir. Özlü tel ile yapılan kaynak yöntemi içi öz diye adlandırılan ve örtülü elektrotların örtüsü görevini gören bir madde ile doldurulmuş boru şeklinde kullanılan kaynak yöntemidir. Yurt dışındaki tersanelerde tüm kaynak prosesleri arasında özlü telle gaz altı (FCAW) yöntemlerinin kullanım oranı % 70-80’dir. Özlü tel elektrotun, solid tel elektroda göre; dolgu veriminin çok yüksek olması, öz maddesi yardımıyla kaynak esnasında koruyucu ortam oluşturması, sıçrama kayıplarının az olması, kaynak hızının yüksek olması ve derin nüfuziyetli kaynak elde edilmesi nedenleriyle kullanım oranları her geçen gün artmaktadır.  Özlü tellerin; Rutil, Bazik ve Metal özlü olmak üzere 3 tipi vardır: 1- Rutil karakterli özlü teller yumuşak ark karakteristiği, yüksek kaynak kabiliyeti, kolay cüruf kalkışı ve güzel dikiş görüntüsüne sahiptir. Her pozisyonda kaynak yapmaya uygun olması nedeniyle tersanelerde en çok kullanılan özlü teldir. 2- Bazik tip teller yüksek mekanik özellikleri nedeniyle ince taneli ve yüksek dayanımlı çeliklerde kullanılır. Düz ve yatay pozisyonlarda kullanılması, sınırlı uygulanma alanına neden olduğu için tersanelerde fazla kullanılmazlar. 3- Metal özlü teller ise sprey ark modunda yatay pozisyonlarda yüksek metal yığma hızına sahiptir. Çok az sıçrama kaybı olması ve kaynak üzerinde cüruf oluşturmaması önemli avantajlarındandır. Genellikle boruların kök pasolarında ve üst binalarda yukarıdan aşağıya köşe kaynaklarında kullanılırlar.  En çok gemi inşa sektöründe kullanılan özlü telin sağladığı üstünlükler: 1- Yüksek erime hızına sahiptirler (3 kg / saatlik verim). 2- Her pozisyonda kaynak yapabilme imkânı vardır. 3- Örtülü elektrotun bütün avantajlarına sahiptirler buna karşın koçan kayıbı elektrot değiştirme zamanı sıçrama kaybı gibi dez avantajları yoktur. 4- Hızlı katılaşma rutil veya bazik esaslı örtü maddesi bulunur. 5- Gözenek, çatlak ve birleştirme hatalarına karşı yüksek derecede güvence verir. 6- -40 °C’de özelliğinden bir şey kaybetmez. 7- Aynı malzeme üzerinden çift makara ile çalışabilme imkânı vardır. 8- Kaynak banyosunun atmosferdeki azot ve oksijenden koruyarak sıhhatli bir kaynak metalinin elde edilmesi, depolama ve çalışma sırasında rutubet almama özelliği yoktur. 9- Kaynak banyosunun kimyasal bileşimi ayarlayarak mekanik, metalürjik ve korozyon özellikleri sağlar. 10- Cüruf fonksiyonları ile kaynak banyosundaki gayri sarfiyatları asgariye indirir. Görüldüğü gibi özlü tel elektrot ile yapılan kaynak yönteminin sahip olduğu üstünlükler ve sunduğu çeşitli kolaylıklar nedeniyle her geçen gün uygulama alanı gelişmektedir. Örneğin tersanelerde gemi inşaa sektöründe son dönemlerde en yaygın biçimde seramik altlık kullanarak belirli kalınlıktaki (15 mm veya 20 mm kadar) gemi saçlarının çift taraflı kaynağını tek pasoda bir taraftan kaynatmak suretiyle zaman ve işçilikten avantaj sağlanmaya çalışılmıştır. Özelikle gemi blokları daha önceleri çevrilerek kaynak yapılırken özlü tel ile dik pozisyonda hiç çevrilmeden olduğu bölgede kaynak yapabilme kolaylığı sağlanmıştır.  Kaynak Robotlarının Dik Köşe Kaynaklarında Kullanımı  Seramik Altlık Üzerine Özlü Tel Kaynağı Toz Altı Kaynak Uygulamaları Tersanelerde kullanılan toz altı kaynak yönteminde ark bir mekanizma tarafından otomatik olarak kaynak bölgesine gönderilen tel elektrot ile iş parçası arasında oluşur. Ayrı bir kanaldan gelen silikat ve toprak alkali metalleri içeren tozlarla, atmosferin olumsuz etkisinden korunur, etrafa ışın yaymaz ve ark enerjisinin büyük bir kısmı doğrudan doğruya kaynak için üretilmiş olur. Çok yüksek ergime gücüne sahip olması, yüksek nüfuziyetli olması sayesinde 16 mm kalınlığındaki sacın iki pasoda kaynatılmasını mümkün kılması, sıçrama ve elektrod kayıplarının olmaması, kaynak operatörünün kaynak dikişi üzerine etkisinin minimum olması, özel kuruyucu donanım gerektirmemesi en önemli avantajlardandır. Ayrıca otomatik makineler kullanıldığından işçilikten kaynaklanan hatalar ortaya çıkmaz.  Tozaltı Kaynağının Görünümü  TİG WİG Kaynağı TIG kaynağında ısı tungsten elektrot ile kaynaklanan iş parçası arasında üretilir. Tungsten elektrot tüketilmez, doğru şekilde kullanıldığında elektrot erimez ve kaynak metalinin bir parçası olmaz. Ekdolgu malzemeleri, kaynak telleri kullanılarak eklenebilir. Kaynak arkı, elektrot ve kaynak havuzu, asal bir gaz tarafından korunur. Bu gaz genellikle argondur ve elektrotu çevreleyen bir nozuldan kaynak bölgesine iletilir. Kaynaktan sonra korozif artıkların temizlenmesine gerek olmaması; yüksek dayanımlı, korozyona dirençli ve sünek dikiş kalitesi vermesi; malzemeleri kaynaktan sonra minimum distorsiyona uğratması ve sıçrama kayıplarının olmaması önemli avantajlarındandır. Tersanelerde uygulama alanı olarak genellikle karbon, paslanmaz çelikler (ostenitik ve duplex), bakır ve alüminyum boruların kaynaklarında kullanılmaktadır. TIG kaynağı kullanılarak inşaa edilen gemilerde boyama prosesi öncesi yapılan full-raspalama işlemi sonrası ortaya çıkan kaynağın içindeki hatalarının (gözenek, cüruf sıkışmaları) ve sac yüzeyindeki haddeleme hatalarının tamirlerinde de kullanılabilirler.  TİG Kaynağı - Orbital TİG Kaynağı ve Makinesi Gemide Uygulanan NDT Prosedürleri Gedik Test Merkezi (GTM), gemi inşa ve değişik sektörlere endüstriyel hizmetler kapsamında tahribatlı ve tahribatsız (NDT) muayeneleri modern laboratuar ve cihazlarla yaparken; kaynak yöntemi hazırlama (WPS) ve doğrulama (WPQR), durum tespit ve değerlendirme ve gözetim hizmetleri de vermektedir. Bunlara ek olarak korozyon kontrolü ve muayenesi ve üçüncü taraf muayene hizmetleri sunmaktadır. - Ultrasonik Muayene Prosedürü - Radyografik Muayene Prosedürü - Manyetik Muayene Prosedürü - Penetrant Muayene Prosedürü - Gözle Kontrol Prosedürü Sonuç olarak Tersanelerde kaynak kültürünün gelişmesiyle paralel olarak üretim süresinin çok kısaldığı, ürün kalitesinin arttığı, işçilik maliyetlerinin alt seviyelere indiği ve rekabet gücünün arttığı görülecektir. İlginizi çekebilir... 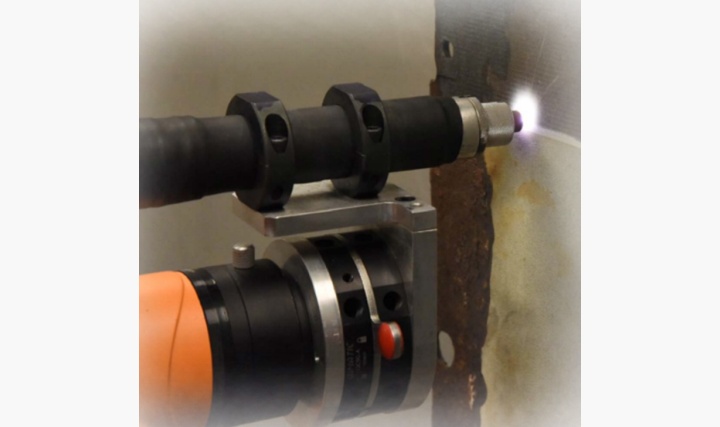
Cold Plasma Technology in ShipsDr. Seyed Hamed Pourrahmatikhalejan
Mail: hamedpourrahmati@hktm.com.tr... 
Gemilerde Tankerlerde Gaz Serbest Bırakma (Gas Free) İşlemiSezer ASLAN
Yangın, Acil Durumlar Deprem Eğitim Uzmanı
Yangın Risk Analizi, Danışman, NFPA Member... 
ISPFIRE Sapfir Markalı Yangın Söndürme Modülleri ile Yat ve Liman Yangınlarına İlk MüdahaleÜlkemizde her yıl onlarca yat, limanda veya seyir esnasında farklı sebeplerle yanmaktadır. Bu istenmeyen durum, maddi zararların yanı sıra bazen can k... |


Tersaneye Siyaset İstikrarsız, İşçi Sahipsiz

Sefine Tersanesi


TEZCANLAR Global Elektrik
|
||||||||||||||||
|
|
©2026 B2B Medya - Teknik Sektör Yayıncılığı A.Ş. | Sektörel Yayıncılar Derneği üyesidir. | Çerez Bilgisi ve Gizlilik Politikamız için lütfen tıklayınız.
