

 HAKKIMIZDA
HAKKIMIZDA




Gemi Mühendisliği Haftası ve GMO'nun 68. Kuruluş Yılı Kutlandı

Türkiye Limancılık Sektörü 2019 Raporu Yayınlandı

Cold Plasma Technology in Ships

FLIR Marine, Ocean Scout Pro II termal monokülerini tanıttı
|
Paslanmaz Çelikler İçin Kaynak Yöntemleri - 2
Gazaltı Kaynağı Yöntemi Paslanmaz çelikler sprey ark, kısa devreli ark veya darbeli (paslı) ark ile metal transferlerinden herhangi birinin kullanıldığı gazaltı kaynağı yöntemiyle de kaynak edilebilir. Kalınlığı 1.6 mm'ye kadar olan paslanmaz çelik malzemelerin kaynağında bakır altlık kullanılmasında yarar vardır. Bu altlıklar, kalınlığı Kaynak banyosunun katılaşması sırasında, kaynak bölgesinin hava ile temas etmesine ve havanın kaynağın içerisine doğru girmesine kesinlikle izin verilmemelidir. Erimiş metalin oksijen tarafından kirletilmesi, soğuma sırasında paslanmaz çeliğin korozyon dayanımında ve tokluğunda azalmaya neden olabilir. Bu olumsuz durumu önlemek için kaynağın alt tarafının, örneğin Argon gibi bir soygaz yardımıyla korunması gerekmektedir. Gaz koruması, sabitlemenin yapıldığı bölgenin genelinde de oluşturulabilir. Kaynak sırasında Paslanmaz çeliklerin gazaltı kaynağında genellikle DC akım ve pozitif (+) kutuplama kullanılır ve gaz korumasının yüzde 1-2 oksijen içeren Argon + Oksijen karışım gazı ile yapılması önerilir. Kare kesitli küt alın kaynağında kaynak metalinin alttan akmasını önlemek için bir altlık kullanılmalıdır. Eğer parçalar tam olarak alın alına getirilmemişse ya da bakır altlık kullanılamıyorsa, ilk pasoda sprey ark ile metal transferi yönteminin uygulanması ile alttan akma problemi azaltılabilir. Yarı otomatik kaynak torcu ile kaynak yaparken, torca kaynak yönünün tersi doğrultusunda eğim verilmesi yararlı olur. Bu yöntemde kaynakçının eli, kaynak dikişinin yaydığı ısıdan daha fazla etkilenecek, ancak buna karşın kaynak bölgesinin daha iyi ve net bir şekilde görülmesi ve kontrol edilmesi sağlanacaktır. Kalınlığı Kısa devreli ark ile metal transferi ile gerçekleştirilen paslanmaz çelik kaynağında, değişen voltajlı ve endüktans kontrollü güç üniteleri kullanılmalıdır. Özellikle düzgün akışkanlığa sahip bir kaynak banyosunun elde edilmesinde endüktans önemli bir rol oynamaktadır. Paslanmaz çeliklerin kısa devreli ark ile metal transferi uygulanarak gerçekleştirilen kaynağında genellikle % 90 Helyum + % 7.5 Argon ve % 2.5 Karbondioksit içeren bir gaz karışımının kullanılması önerilir. Bu gaz karışımı, ana metalin korozyon dayanımını olumsuz yönde etkilemeyecek kadar düşük seviyede karbondioksit içerirken, kaynak dikişi sınırlarının çok düzgün olmasına da olanak sağlar. Bu tür bir gaz karışımı kullanılırken yüksek endüktanslı güç üniteleriyle çalışılması yararlı olacaktır. Tek pasolu kaynak uygulamaları, Argon + Oksijen ve Argon + Karbondioksit karışım gazları kullanılarak da yapılabilir. Buna karşılık ark voltajı, kararlı yapıya sahip bir kısa devreli ark ile metal transferinin elde edilebilmesi için Helyum esaslı gazlarınkine oranla 6 volt kadar daha düşük olabilir. Isı enerjisi daha düşük bir ark ile çalışılması erime hatalarının ortadan kalkmasına yardımcı olur. Koruyucu gazdaki karbondioksit, kısa devreli metal transferi ile gerçekleştirilen çok pasolu kaynakların korozyon dayanımını, neden olduğu karbon birikmesi nedeniyle olumsuz yönde etkileyecektir. Serbest tel uzunluğu olabildiğince kısa tutulmalıdır. İç köşe kaynağı uygulamalarında kaynak torcuna kaynak yönü doğrultusunda eğim verilmesi ile rahat bir çalışma sağlanır ve daha düzgün kaynak dikişlerinin elde edilmesi mümkün olur. Buna karşın alın kaynağı uygulamalarında torca kaynak yönünün tersi doğrultusunda eğim verilir. Dış köşe kaynağında ise kaynak torcu düz konumda tutulmalıdır. Torçla birlikte kaynak bağlantısının ekseni doğrultusunda ileri ve geri hafif hareketler yapılabilir. Paslanmaz çeliklerin % 90 Helyum + % 7.5 Argon ve % 2.5 Karbondioksit karışım gazı koruması ve kısa devreli ark ile metal transferi kullanılarak gerçekleştirilen kaynak uygulamalarında, kaynak malzemesi ile ana metal arasında iyi bir bağlantı oluşur ve dikişin korozyon dayanımı yüksek olur. Kalınlığı Darbeli (palslı) ark yöntemi, normal kullanımda, bir çeşit sprey ark ile metal transferi yöntemidir. Bu yöntemde, kaynak akımının her bir yüksek akım darbesinde erimiş metale ait küçük bir damla, arkın ortasından geçerek transfer edilir. Yüksek akım darbesi, erimiş bir metal damlasının oluşmasına ve bu damlanın büzme kuvveti etkisiyle telin ucundan kaynak banyosuna doğru yönelmesine yetecek güce ve zamana sahip olmalıdır. Kaynak periyodunun düşük akım değerine sahip bölümünde ark devam etmektedir ve tel ısınmıştır. Ancak üretilen bu ısı herhangi bir metal transferinin sağlanmasına yetecek seviyede değildir. Bu nedenle düşük akım değerinde kalma süresi kısaltılmalıdır. Aksi durumda, küresel şekle sahip bir metal transferi gerçekleşecektir. Bu yöntemde genellikle Gazaltı kaynağında kullanılan tellerin çapları genellikle 0.8 ile Kaynak tellerinin sarıldığı makaraların ağırlıkları Düşük oranda ferrit içeren ya da hiç ferrit içermeyen bazı paslanmaz çelik kaynak metalleri (örneğin 347 kalite dolgu malzemeleri) kaynak sırasında sıcak kırılganlığa ve çatlama eğilimine neden olurlar. Bu tür malzemeler kaynak edilirken prosedürlerde belirtilenden daha fazla sayıda paso uygulanması gerekebilir. Bağlantının her iki kenarına doğru gerçekleştirilen salınımlı ve osilasyonlu kaynak teknikleri yerine ince ve düz kaynak teknikleriyle çalışılmasında yarar vardır. Düz kaynak tekniğinde, çekme gerilmelerinin düşük olması ve sıcak kırılganlık ısısı aralığındaki soğumanın daha hızlı olarak gerçekleşmesi nedeniyle sıcak çatlak oluşumu riski azalmaktadır. Bunun yanında, normalden daha fazla derecede dışbükey olan kaynak dikişlerinin oluşturulduğu yöntemlerin kullanılması da son derece yararlıdır. Kısa devreli ark ile metal transferi yöntemi ana metal ile düşük oranda seyrelmeye neden olduğu için kaynak metalinde sıcak çatlak oluşumu riski de iyice azalmaktadır. Seyrelmenin fazla olması durumunda ise çatlama hassasiyeti yüksek olan ve tamamen östenitik yapıya sahip bir kaynak metali oluşabilir. Ferritik ve mantenzitik tipteki manyetik paslanmaz çelikler, östenitik tipteki manyetik olmayan paslanmaz çeliklerle birleştirilirken aşağıdaki konulara dikkat edilmelidir.
İlginizi çekebilir... 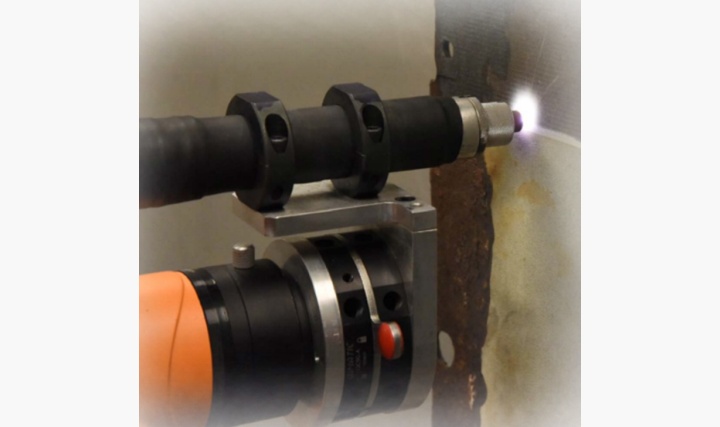
Cold Plasma Technology in ShipsDr. Seyed Hamed Pourrahmatikhalejan
Mail: hamedpourrahmati@hktm.com.tr... 
Gemilerde Tankerlerde Gaz Serbest Bırakma (Gas Free) İşlemiSezer ASLAN
Yangın, Acil Durumlar Deprem Eğitim Uzmanı
Yangın Risk Analizi, Danışman, NFPA Member... 
ISPFIRE Sapfir Markalı Yangın Söndürme Modülleri ile Yat ve Liman Yangınlarına İlk MüdahaleÜlkemizde her yıl onlarca yat, limanda veya seyir esnasında farklı sebeplerle yanmaktadır. Bu istenmeyen durum, maddi zararların yanı sıra bazen can k... |


Tersaneye Siyaset İstikrarsız, İşçi Sahipsiz

Sefine Tersanesi


TEZCANLAR Global Elektrik
|
||||||||||||||||
|
|
©2026 B2B Medya - Teknik Sektör Yayıncılığı A.Ş. | Sektörel Yayıncılar Derneği üyesidir. | Çerez Bilgisi ve Gizlilik Politikamız için lütfen tıklayınız.
